Wrabacon specializes in developing creative packaging & automated conveyor system solutions for our customers that make time intensive tasks efficient and easy. A recent example is a custom designed and manufactured series of conveyors that drastically improved the efficiency of a manual produce packing operation for a regional distributor and specialty packaging company of organic produce.
Client Challenge
The client needed to be able to sort up to 6000 lbs. of produce an hour, grade that produce, and then package it in a variety of ways including loose product, cased product, and bagged product. Prior to the Wrabacon system, the grading portion of the operation was done by opening a box of produce and hand picking the good from the bad and transferring the bad product into a separate box which was then disposed of, which was time consuming and inefficient.
While designing a custom conveyor system Wrabacon was challenged to provide a reject system to reject under/overweight product from a high speed processing system. The product passed the check weigher at 220 FPM.
The Solution
Our team of designers went to work and after testing several solutions the decision was to design and manufacture a stainless steel over-head servo controlled over-head reject system. Because the product was wet and the system was to be installed in an area where wash down would take place the reject system was designed entirely with wet duty and wash down components.
Due to the limited space where the reject system would be installed the over-head system was designed with paddles to sweep the product. This design choice saved space by eliminating side pneumatic cylinders which are typically used in reject systems. As product passes over the check weigher a signal is sent to the reject system should an overweight or under weight product be detected. Once the product enters the reject system a paddle that is attached to a rotating chain sweeps the product into a reject bin.
Our diverse experience in the industrial automation industry has prepared our team to identify and overcome a variety of challenges presented by our clients’ products, facilities and processes. Recently a national wet wipe manufacturer tasked us to develop an advanced handling system to integrate into their existing facility. This was an entirely new manufacturing line, custom designed to increase production to meet new orders and keep up with demand.
The first challenge the product posed was the nature of the product itself. Due to the wet, damp characteristics of the wet wipes prior to packaging, the entire handling system was designed and built with stainless steel conveyor components. The second challenge was accumulating wet wipes from the converter.
To ensure the handling system operated seamlessly, we teamed-up with a conveyor chain manufacturer to design custom chain that would allow accumulation of a wet product, or in this case, the wet wipes. This process took place in the low-pressure accumulation area noted in the system plans. At Wrabacon we welcome these challenges to keep our knowledge and skills ahead of the rest.
The Handling System and How It Works
Basic System Process
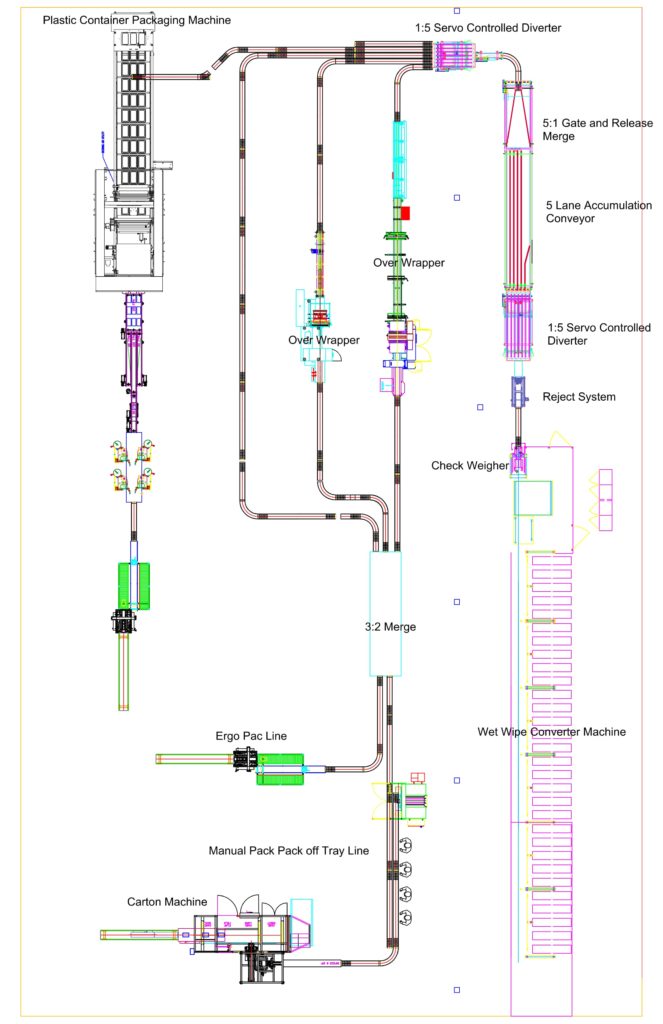
The basic process for the handling system is as follows. The wet wipes are produced from a converter and transported to an accumulation system which then feeds two existing high speed over wrapper packaging machines. If wipes are not sent to the over wrappers they are sent to a machine that places them into plastic containers. If the wipes are over wrapped the packages are sent via the 3-1 merge to either a hand pack line or a cartoner machine.
Detailed System Process
Stacks of wet wipes transfer through a check weigher in a single file. This effectively measures the weight of the product and indicates that each container has the correct moisture content. Product is then transferred onto a short reject conveyor equipped with an overhead sweep mechanism. This sweep mechanism is used to reject stacks of wipes from the line that could disrupt downstream elements of the handling system. The wet wipes are rejected based on a signal from the checkweigher.
After passing through the reject conveyor, the stacks enter a 5-lane tunnel style diverter. In normal operation, the stacks of wipes travel straight through the diverter, enter a merge system around a ninety-degree turn and onto the final diverter. During normal operation the stacks enter the final diverter and are equally distributed to the four downstream lanes. Based on a downstream signal, if a wrapper is not online, the diverter diverts the stacks evenly to the remaining wrappers. If accumulation is required, the first diverter diverts the wipes evenly to five low back pressure accumulation conveyors where the stacks accumulate.
Each conveyor is approximately 18’ long and holds 30 stacks of wipes (based on a 7” long product). After the accumulation section, the gate and release merge system releases lanes of the accumulated stacks to merge them back into one lane for the final divert when the need for accumulation goes away. The gate and release merge systems are located at the end of the low back pressure accumulation conveyor. The stacks merge to the center of the merge conveyor using two vertical side belts that help keep the stacks together. Both diverters are “tunnel” style and utilize servo motors for positioning.
After the second diverter, we designed and built a series of conveyors that take the stacks of wet wipes to the wrappers. Lane one feeds the closest wrapper, lanes 3 and 5 are the future wrapper lines. Lanes one and two travel around a ninety degree turn and then through to the corresponding wrappers. After the wrappers, the two lines merge into one and enter one of two downstream lines (ergo line or tray line). The tray line will consist of a dual pack off conveyor and a tray conveyor. The merge will be constructed wide enough to handle the future line three. Line four travels straight down to a thermoform line where the stacks are manually loaded into the thermoformer.
Handling System Specs
To improve the production system, Wrabacon designed and build the following product handling system components:
(1) Overhead sweep reject system
(1) 1:5 servo controlled diverter
(5) low back pressure accumulation conveyors
(1) gate and release 5:1 merge
(1) ninety-degree conveyor
(1) Line 1 conveyors including a ninety-degree wrapper infeed conveyor, a wrapper discharge conveyor
(1) Line 2 conveyors. 3:1 Merge to hand pack off
Production Rate: 225 wet wipes per minute. Product Size: 7 long x 4.25 wide.
A reputable online wine re-seller turned to Wrabacon Inc., to provide an automated denester to denest formed fiber tray protectors into a cardboard box shipping container. Prior to the automation, operators would denest the tray protector into the shipping container by hand. This was a slow and tedious operation and was the bottleneck in the bottle picking system.
Wrabacon was asked to design and manufacturer a conveyor system that would deliver shipping containers to an automatic denester. The system was designed to place a protective tray into the bottom of the cardboard shipper. Once placed, the shipping container was sent to the picking line for manual placement of bottles. Once the shipping container was full the container was transferred to second denester in which a top protective tray was placed.
This system included numerous conveyor lines and denesters. In all, production increased twofold along with eliminating several ergonomic issues.
Our Industrial Denesting Systems
If denesting is the game then Wrabacon, Inc. is the one to contact for your denesting needs. Wrabacon designs and manufactures denesting equipment for all types of products. Should it be cups, buckets, trays, formed fiber products or any other special product, Wrabacon is the one to turn to.
How Do Denesting Systems Work?
Denesting equipment eliminates the manual repetitive motion associated with denesting products from stacks by manual operators. Efficiencies in production lines increase two to threefold when using automatic denesting equipment. Automatic denesting machinery eliminates waste associated with manual denesting along with miss placed product on the production line, and eliminates slowdowns on the filling line.
Wrabacon Inc., designs and manufactures denesting equipment in stainless steel to meet the demands of the food industries stringent requirements for sanitation and cleanliness. Many designs incorporate the following: easy operation, multiple product magazines, in line conveyors to transfer product to the filling line, and castors for ease of movement from one line to another.
Denesting for Food, Drink, and Much More
Denesting systems designed and built by Wrabacon are used in far more than just the food and beverage industry. Whenever a product needs to be moved, positioned, or manipulated as part of a production line – denesting systems can help. See our customer list to see where else denesting systems can be used.
Wrabacon’s Pizza Shell Handling System: Mergers, Diverters, Conveyors, and a WHOLE lot of Pizza.
Whether you’re ordering or making it fresh – pizza night is a pretty painless process in most households.
Think about it this way: Americans eat about 100 acres of Pizza a day and purchase approximately 3 billion pizzas a year. When you break it down, each man, woman, and child in America eats – on average – 46 slices of pizza a year (Source: Packaged Facts, New York). When you consider the numbers behind all of that pizza, the amount of work that goes into a single pie can really add up. No matter how you slice it, the businesses producing the pizza have their job cut out for them.
This reality created a bit of a “Pizza Problem” for one of New England’s favorite regional convenience store chains. Fortunately, creative automation from Wrabacon was able to provide a convenient solution that increased productivity and efficiency.
Solving “the Pizza Problem”
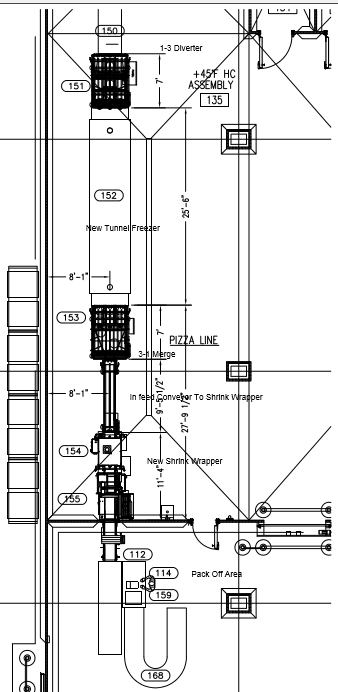
What our customer needed was a pizza shell handling system that could quickly and efficiently transfer pizza shells from a topping line, to a tunnel freezer, and into a shrink-wrapping machine. On top of this, since the machine would be working with food – it all had to be made of washable and USDA approved materials.
First, Pizza shells exit the topping line in single file. To maximize the efficiency of the tunnel freezer – our creative automation team implemented a 1-3 servo controlled diverter, seamlessly splitting a single row of pizzas into 3. Once aligned, a gate is released and the shells are transferred into the freezer tunnel.
After the pizzas are frozen, they need to be returned to a single row before passing through the shrink-wrapping machine. At this juncture, the Wrabacon solution was a 3-1 merger that consolidates the 3 frozen rows. By gating pizzas exiting the freezer and then releasing them back into a single file using a series of guides, our solution was capable of more effectively processing the frozen product through the shrink-wrapping machine. This enabled our customer to realize an incredibly consistent and reliable throughput rate of 25 shells per minute. With each pizza wrapped, it is then transferred downstream to a hand pack-off area where the shells are placed in shipping cartons and delivered to stores throughout the area.
The Wrabacon Difference
Approaching any foodservice application can be a tricky prospect for some automation providers. For Wrabacon, it’s something we regularly contend with, but ensuring that each piece of the system meets USDA requirements is only the beginning. From diverters and mergers to conveyors and controls used throughout the system, each element is carefully considered and implemented to make a difference for the operation at hand and thespace it has to work with.
Ultimately, by optimizing our customer’s automation system, Wrabacon was able to help our customer increase throughput by at least 300% while making production smoother, more consistent, and more energy efficient.
For this project, Wrabacon provided:
(1)1-3 diverter
(1)3-1 Merger
(1)Infeed Conveyor
(1)System control & communication design/installation
 Wrabacon’s Pizza Shell Handling System: Mergers, Diverters, Conveyors, and a WHOLE lot of Pizza.
Wrabacon’s Pizza Shell Handling System: Mergers, Diverters, Conveyors, and a WHOLE lot of Pizza.