 Wrabacon’s Pizza Shell Handling System: Mergers, Diverters, Conveyors, and a WHOLE lot of Pizza.
Wrabacon’s Pizza Shell Handling System: Mergers, Diverters, Conveyors, and a WHOLE lot of Pizza.
Whether you’re ordering or making it fresh – pizza night is a pretty painless process in most households.
Think about it this way: Americans eat about 100 acres of Pizza a day and purchase approximately 3 billion pizzas a year. When you break it down, each man, woman, and child in America eats – on average – 46 slices of pizza a year (Source: Packaged Facts, New York). When you consider the numbers behind all of that pizza, the amount of work that goes into a single pie can really add up. No matter how you slice it, the businesses producing the pizza have their job cut out for them.
This reality created a bit of a “Pizza Problem” for one of New England’s favorite regional convenience store chains. Fortunately, creative automation from Wrabacon was able to provide a convenient solution that increased productivity and efficiency.
Solving “the Pizza Problem”
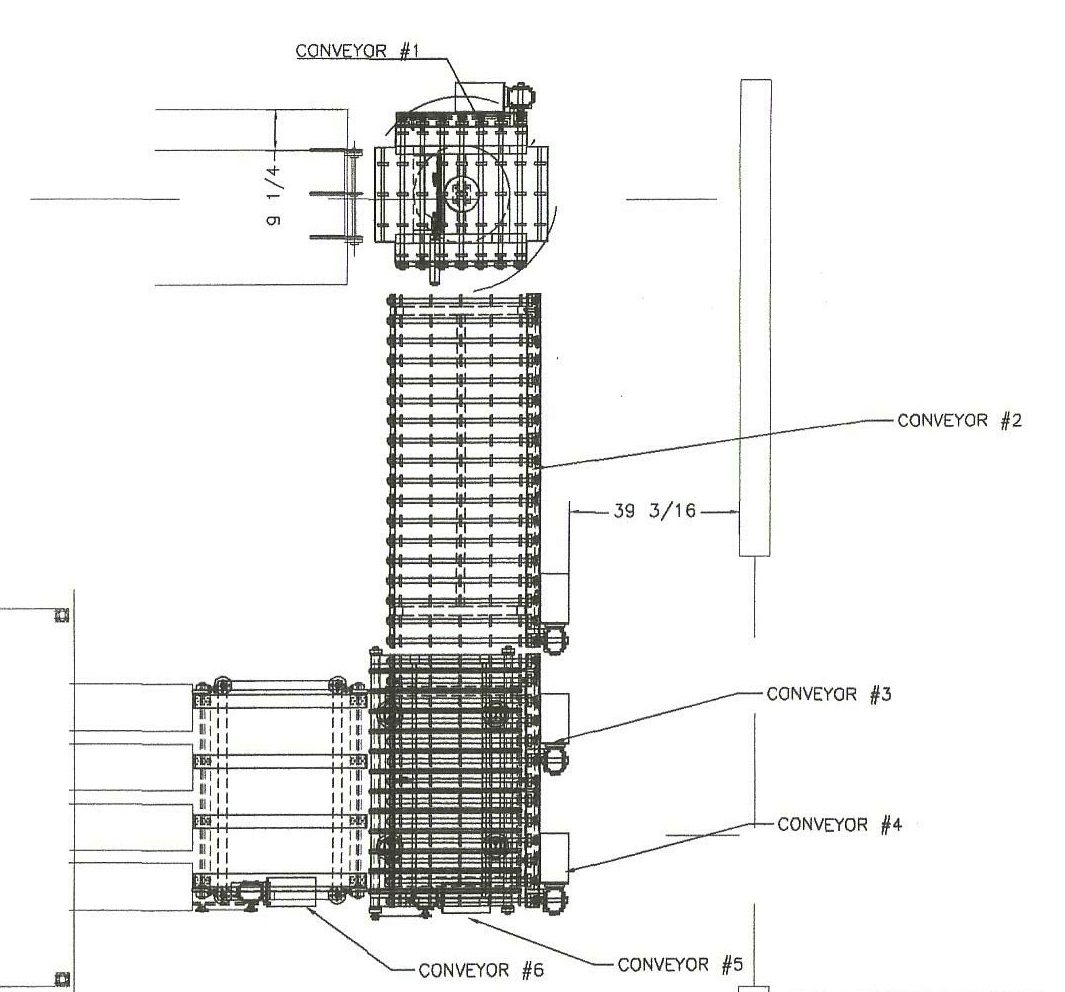
What our customer needed was a pizza shell handling system that could quickly and efficiently transfer pizza shells from a topping line, to a tunnel freezer, and into a shrink-wrapping machine. On top of this, since the machine would be working with food – it all had to be made of washable and USDA approved materials.
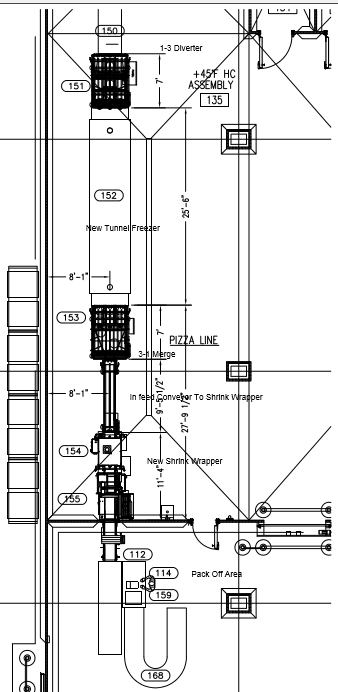
First, Pizza shells exit the topping line in single file. To maximize the efficiency of the tunnel freezer – our creative automation team implemented a 1-3 servo controlled diverter, seamlessly splitting a single row of pizzas into 3. Once aligned, a gate is released and the shells are transferred into the freezer tunnel.
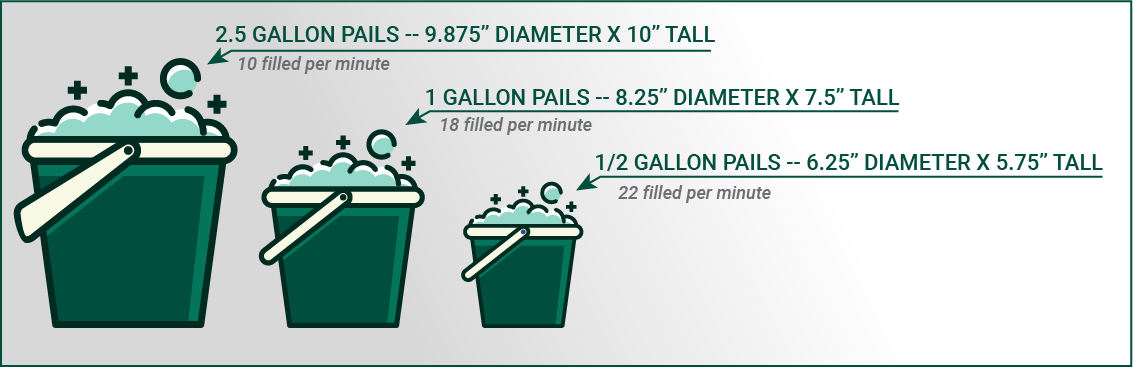
After the pizzas are frozen, they need to be returned to a single row before passing through the shrink-wrapping machine. At this juncture, the Wrabacon solution was a 3-1 merger that consolidates the 3 frozen rows. By gating pizzas exiting the freezer and then releasing them back into a single file using a series of guides, our solution was capable of more effectively processing the frozen product through the shrink-wrapping machine. This enabled our customer to realize an incredibly consistent and reliable throughput rate of 25 shells per minute. With each pizza wrapped, it is then transferred downstream to a hand pack-off area where the shells are placed in shipping cartons and delivered to stores throughout the area.
The Wrabacon Difference
Approaching any foodservice application can be a tricky prospect for some automation providers. For Wrabacon, it’s something we regularly contend with, but ensuring that each piece of the system meets USDA requirements is only the beginning. From diverters and mergers to conveyors and controls used throughout the system, each element is carefully considered and implemented to make a difference for the operation at hand and thespace it has to work with.
Ultimately, by optimizing our customer’s automation system, Wrabacon was able to help our customer increase throughput by at least 300% while making production smoother, more consistent, and more energy efficient.
For this project, Wrabacon provided:
- (1)1-3 diverter
- (1)3-1 Merger
- (1)Infeed Conveyor
- (1)System control & communication design/installation